TECNOLOGIA DELLA LEVIGATURA
In conseguenza della sempre maggiore richiesta di abbattimento dei costi di produzione e conseguente adozione di economie di scala delle costruzioni in legno, si sono dovuti adeguare i processi di trasformazione delle travature, i principali sono:
- standardizzazione delle dimensioni
- utilizzo di barre in legno lamellare
- stoccaggio delle barre prima di essere lavorate
- processi di lavorazione automatizzati
- centri di taglio e di fresatura a controllo numerico.
Tutte queste operazioni possono comportare il danneggiamento delle superfici e presentarsi sottoforma di:
- piallature non perfettamente eseguite
- ingiallimento dovuto allo stoccaggio
- strisciamenti, micro botte e scalfitture dovute ai processi automatici di trasporto e di lavorazione.
Questi fattori vanno decisamente contro alle politiche di miglioramento dalla qualità dove oltre che la precisione, anche le operazioni di finitura delle superfici devono essere perfette sia come stato che come impregnatura. per cui sorge l’esigenza di ripassare le travi in modo da preparare la superficie in modo che sia: omogenea, con un alto livello di finitura, ripetibile e priva di variazioni di intensità. la risposta a tutto questo la si trova nel progetto Kiowa della Sarmax, che ha messo a punto una serie di macchinari per la levigatura dei travi. l’operazione di levigatura consiste nel ripristinare in modo praticamente perfetto le superfici delle travi in legno abradendo uno spessore di materiale che può variare da 2 decimi di millimetro a 2 mm in base allo sfatato di danneggiamento della trave. esistono diversi modelli di macchine, sono tutti a banco fisso, e si dividono in macchine monolato e macchine a più lati, macchine a tampone e macchine a combinate a rullo-tampone.
CONCETTI DI LEVIGATURA

Ne esistono principalmente due il primo fig.1 è a tampone, il secondo fig.2 è a rullo tampone (oppure prinpipio comby) . Nel primo caso il trave avanzando incontra il tampone A che spinge la tela abrasiva E verso l’alto provocando l’asportazione di legno. La profondità di passata può andare da 2 decimi a 1mm (in funzione della regolazione della pressione pneumatica del tampone) Nel secondo caso il trave incontra il rullo C che attraverso il cilindro F viene tenuto premuto contro il trave squadrando e rettificando la superficie, la profondità di passata può andare da 3 decimi a 3 mm (in funzione della regolazione del rullo). Proseguendo il trave incontra tampone pneumatico che effetta una seconda passata di finitura. Il tampone pneumatico è studiato in modo che ha la proprietà di adattarsi alla superficie del pezzo compensando eventuali errori geometrici residui di planarità della superficie. Con l’azione combinata di asportazione rullo in acciaio C e tampone pneumatico B si possono raggiungere anche profondità di passata elevate garantendo sempre una resa ottimale di alta qualità e di velocità elevate di esecuzione.
MACCHINE LATO SINGOLO

TIPO: KIOWA MODELLO: S
SISTEMA: TAMPONE
Macchina levigatrice per elementi in legno da carpenteria quali travatura e tavolame, con testa levigatrice da sotto.
FUNZIONAMENTO:
Macchina levigatrice per elementi in legno a profilo costante, quali: travi, tavolame e perline. La macchina funziona nel seguente modo: i pezzi vengono appoggiati sulla rulliera folle di ingresso e imboccati alla lavigatrice, una fotocellula riconosce l’ingresso del pezzo comandando l’abbassamento dello slittone superiore che appoggiandosi al trave provoca l’inserzione del moto di avanzamento. Nella parte sottostante la testa di levigatura si preoccupa di lavorare la superficie inferiore del trave. A fine lavorazione lo slittone superiore si solleva, il tampone pneumatico inferiore si depressurizza rientrando dal filo superiore dei rulli. La macchina può lavorare sia in avanti che indietro, infatti introducendo il pezzo dal lato della macchina dove è uscito, il sistema lo riconosce mettendo in moto il nastro e l’avanzamento con senso di rotazione corretto. Questo automatismo velocizza notevolmente i tempi di lavorazione.
LEVIGATURA DOPPIA SOPRA-SOTTO
TIPO: KIOWA MODELLO: D
SISTEMA : TAMPONE
Macchina levigatrice per elementi in legno da carpenteria quali travatura e tavolame, con banco fisso e doppia testa di levigatura; sotto e sopra.
FUNZIONAMENTO:
Levigatrice per elementi in legno a profilo costante, quali: travi, tavolame e perline. La macchina funziona nel seguente modo: i pezzi vengono appoggiati sulla rulliera folle di ingresso e imboccati alla lavigatrice, una fotocellula riconosce l’ingresso del pezzo comandando l’abbassamento dello slittone che appoggiandosi al trave provoca l’autoallineamento della testa superiore di levigatura e l’inserzione del moto di avanzamento. Nella parte sottostante la testa di levigatura inferiore si preoccupa di lavorare la superficie opposta del trave. A fine pezzo lo slittone superiore si solleva predisponendo la macchina in stand-bay.
Per levigare le due superfici ortogonali è sufficiente ruotare il trave di 90° introdurlo dalla parte dove è uscito, la macchina è in grado di riconoscere il pezzo e ripetere il ciclo di lavoro.
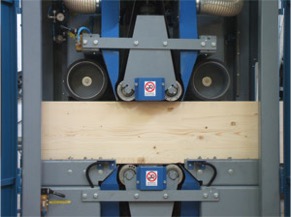
LEVIGATRICE VERTICALE TRE LATI DESTRA-SINISTRA-SOPRA
TIPO: KIOWA MODELLO: T
SISTEMA COMBINATO RULLO-TAMPONE
Macchina levigatrice per elementi in legno da carpenteria quali travatura e tavolame, con banco fisso e tripla testa di levigatura; destra sinistra e sopra
FUNZIONAMENTO: i pezzi vengono posati sulla rulliera di ingresso e imboccati alla lavigatrice, la prima fase è quella della levigatura dei due fianchi destro e sinistro, la seconda fase è quella della levigatura del lato superiore del trave, le unità di levigatura laterali sono provviste di due dispositivi per compensare differenze dimensionali e geometriche dei travi in lavorazione; il primo è un dispositivo flottante laterale che permette la compensazione dell’errore di rettilineità del trave, il secondo è un dispositivo flottante dimensionale che permette di compensare l’errore di parallelismo delle due facce del trave.
L’unità di levigatura superiore è provvista di un dispositivo autolivellante che compensa eventuali differenze dimensionali e geometriche nella dimensione verticale del trave, il moto di avanzamento del trave è assicurato da una serie di rulli motorizzati e da un tappeto motorizzato contrapposto alla testa di levigatura superiore, per aumentare la profondità di asportazione del tampone è possibile aumentare la pressione di lavoro controllata da un pressostato elettronico facilmente impostabile sul pannello tattile di controllo della macchina, per evitare le stonature in testa e in coda al pezzo in lavorazione il tampone agisce in modo che si pressurizza e si depressurizza secondo una scala di tempi calcolata dal PLC in funzione della velocità di avanzamento, facendo coincidere il punto di pressurizzazione quando la testa del pezzo nel suo avanzamento si trova esattamente al centro del tampone. Molto importante per la lavorazione della travatura da carpenteria in legno il gruppo di smussatura in uscita che consente di ripristinare gli spigoli originali del trave in modo che il trave esce dalla lavorazione completamente finito.