Einführung In Die Finish-bearbeitung
Dieser Vorgang dient der Qualitätsverbesserung der Holzwerkstoffe, um das Produkt und die Oberflächeneigenschaften wie Glanz, Färbung und Holz - Schutz hervorzuheben.
DAS SYSTEM
Eine wirksame Methode, um die eigenen Produkte hervorzuheben und individuell zu gestalten ist der Lackie/Beschichtungsrvorgang. Nach der ersten Grundierung und/oder Imprägnierung folgt ein zweiter Arbeitsschritt mit einer Finish-Bearbeitung.
DER ZWECK
Durch die Finish-Bearbeitung wird der Holzschutz erhöht und die Oberfläche erhält ihren erwünschen Effekt. (glänzend, matt, oder mit einem Satin-Effekt)
Durch die Anforderungen des Marktes haben Hersteller von Finish-Produkten ihr Produktangebot weiter erhöht und produzieren Flüssigkeiten, die zahlreiche Wirkungen auf das Aussehen von Werkstücken haben.
DIE PRODUKTE
Finish-Produkte haben verschiedene Ausgangsstoffe wie beispielsweise Wachse, Öle oder synthetischen Ursprungs. Oftmals haben diese Produkte eine hohe Viskosität und variiert zwischen 30 Sek, Ford-Becher 4 und 500/800 Ford-Becher 4, im praktischen Beispiel zu erläutert heiß das so viel wie eine Spannweite der Viskosität vom Olivenöl bis zur Marmelade.
Es ist wichtig, das Finish-Produkt folgendermaßen aufzutragen:
- bei demontierten Teilen, so dass der Schutz 100% der Oberflächen erreicht auch jene, die nicht sichtbar sind aber geschützt werden müssen, wenn die Werkstücke verbaut sind.
- die zu behandelten Oberflächen müssen gut gereinigt und ohne Schmutzrückstände wie Sägemehl oder Anderes sein.
- eventuell sollten die Oberflächen leicht angeschliffen sein zur besseren Aufnahme der Materialen.
- das Produkt zur Finish-Bearbeitung soll bei einer Temperatur zwischen 10 und 25 Grad aufgetragen werden (siehe spezifischer Produktzettel des Herstellers)
- die zu behandelnden Oberflächen sollen trocken sein (siehe auch spezifischer Produktzettel des Herstellers)
- die Menge des aufzutragenden Produkts pro Quadratmeter muss beachtet werden (siehe auch spezifischer Produktzettel des Herstellers)
ANWENDUNG
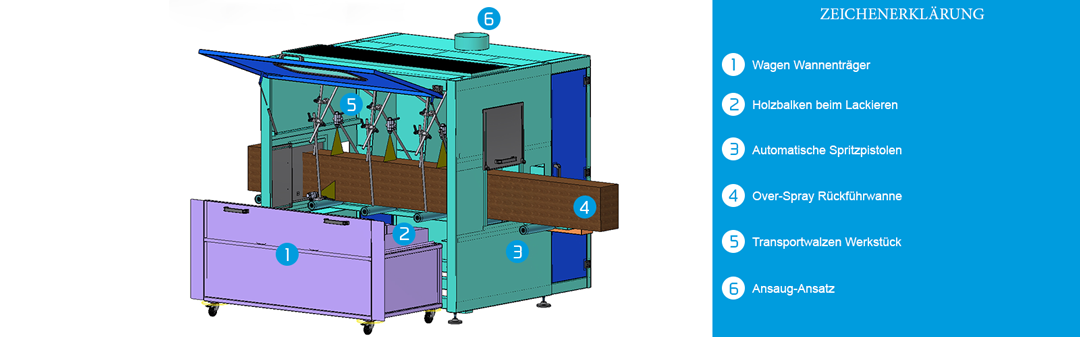
In den Arbeitslinien werden die Lacke der Finish-Bearbeitung mit automatischen Maschinen, den so genannten automatischen Spritzvorrichtungen aufgetragen; sie lackieren das Werkstück während es durchgeschoben wird. diese Maschinen bestehen hauptsächlich aus: einem Maschinenständer der als Spritzkabine dient, einer Serie an Transportrollen, einer Serie von automatischen Spritzpistolen. Das Funktionsschema wird in der Abbildung unten aufgezeigt:
Zeichenerklärung:
- Wagen Wannenträger
- Holzbalken beim Lackieren
- automatische Spritzpistolen
- Over-Spray Rückführwanne
- Transportwalzen Werkstück
- Ansaug-Ansatz
AUSRÜSTUNG
Diese Maschinen können mit verschiedenen Spritz-Anlagen ausgerüstet werden; die Spritz-Anlage beinhaltet eine Pumpe, Rohre, Anschlüsse und Pistolen, die sich in niedrigen hohen/mittleren Druck unterteilen. Die Auswahl wird anhand der Viskosität der Spritzflüssigkeit getroffen; bei geringer Viskosität kann die Maschine mit einer Anlage ausgerüstet werden, die mit niedrigem Druck arbeitet, für mittlere oder hohe Viskosität müssen Anlagen gewählt werden, die mit mittlerem oder hohen Druck arbeiten, im Prinzip:
- Niedriger Druck wird bei Spritzvorgängen mit Lacken, Lasuren, Imprägnierungsmitteln, Ölen, also flüssiger Art, verwendet. Eine Ausrüstung mit niedrigem Druck sieht normalerweise eine Membranpumpe mit einem Kompressionsverhältnis 1-1 vor, automatische Spritzpistolen mit Drucköffnung, Leitungen, Anschlüsse und normalem Zubehör. Der Arbeitsdruck liegt bei 3 bis 6 bar.
- Hoher/mittlerer Druck: wird bei Spritzvorgängen mit Produkten hoher Viskosität verwendet, wie Wachse, Lacke, Gel und Öle . Die Spritzausrüstung für Hochdruck sieht normalerweise eine Kolbenpumpe mit Kompressionsverhältnis 35-150 vor, automatische Pistolen mit Druckluftöffnung, besondere Rohre, Anschlüsse und Zubehör, die für einen Arbeitsdruck von 80-150 bar ausgelegt sind.
Bei der Ausstattungswahl sollten auch beim Lacklieferanten spezifische Angaben eingeholt werden.